Of all the pressure-based flow elements in existence, the most common is the orifice plate. This is simply a metal plate with a hole in the middle for fluid to flow through. Orifice plates are typically sandwiched between two flanges of a pipe joint, allowing for easy installation and removal:

The point where the fluid flow profile constricts to a minimum cross-sectional area after flowing through the orifice is called the vena contracta, and it is the area of minimum fluid pressure. The vena contracta corresponds to the narrow throat of a venturi tube. The precise location of the vena contracta for an orifice plate installation will vary with flow rate, and with the beta ratio (β) of the orifice plate, defined as the ratio of bore diameter (d) to inside pipe diameter (D):

Some orifice plates employ non-square-edged holes for the purpose of improving performance at low Reynolds number values, where the effects of fluid viscosity are more apparent. These orifice plate types employ rounded- or conical-entrance holes to minimize the effects of fluid viscosity. Experiments have shown that decreased Reynolds number causes the flow stream to not contract as much when traveling through an orifice, thus limiting fluid acceleration, and decreasing the amount of differential pressure produced by the orifice plate. However, experiments have also shown that decreased Reynolds number in a venturi-type flow element causes an increase in differential pressure because of friction against the entrance cone walls. By manufacturing an orifice plate in such a way that the hole exhibits “venturi-like” properties (i.e., a dull edge where the fast-moving fluid stream has more contact with the plate), these two effects tend to cancel each other, resulting in an orifice plate that maintains consistent accuracy at lower flow rates and/or higher viscosities than the simple square-edged orifice.
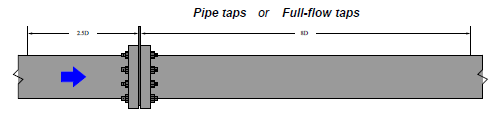
Several standards exist for pressure tap locations. Ideally, the upstream pressure tap will detect fluid pressure at a point of minimum velocity, and the downstream tap will detect pressure at the vena contracta (maximum velocity). This ideal is never perfectly achieved. An overview of the most popular tap locations for orifice plates is shown in the following illustration:

Flange taps are the most popular tap location for orifice meter runs on large pipes in the United States. Flanges may be manufactured with tap holes pre-drilled and finished before the flange is even welded to the pipe, making this a very convenient pressure tap configuration. Most of the other tap configurations require drilling into the pipe after installation, which is not only labor-intensive but may possibly weaken the pipe at the locations of the tap holes.
Vena contracta taps offer the greatest differential pressure for any given flow rate but require precise calculations to properly locate the downstream tap position. Radius taps approximate vena contracta taps for large pipe sizes (one-half pipe diameter downstream for the low-pressure tap location). An unfortunate characteristic of both these taps is the requirement of drilling through the pipe wall. Not only does this weaken the pipe, but the practical necessity of drilling the tap holes in the installed location rather than in a controlled manufacturing environment means there is considerable room for installation error.
Corner taps must be used on small pipe diameters where the vena contracta is so close to the downstream face of the orifice plate that a downstream flange tap would sense pressure in the highly turbulent region (too far downstream). Corner taps obviously require special (i.e., expensive) flange fittings, which is why they tend to be used only when necessary.
Care should be taken to avoid measuring downstream pressure in the highly turbulent region following the vena contracta. Therefore, the pipe tap (also known as full-flow tap) standard calls for a downstream tap location eight pipe diameters away from the orifice: to give the flow stream room to stabilize for more consistent pressure readings.
Wherever the taps are located, it is vitally important that the tap holes be completely flush with the inside wall of the pipe or flange. Even the smallest recess or burr left from drilling will cause measurement errors, which is why tap holes are best drilled in a controlled manufacturing environment rather than at the installation site where the task will likely be performed by non-experts.
In the days before ubiquitous personal computers and the Internet, some orifice plate manufacturers provided customers with paper “slide rule” calculators to help them select appropriate orifice plate sizes from known process parameters. The following photographs show the front and back sides of one such slide rule:
List of Prominent Manufacturers: ABB, Arthur Grillo, Cameron, Enelsan, Fabri-Tek, General Instruments, Hawido, Honeywell, Krohne, New-Flow, Prisma, PS Instruments, Rototherm, Spink Controls, Tansa Equipments
